

-
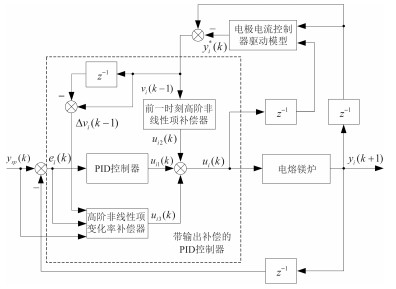
摘要: 电熔镁砂熔炼过程是以三相电机转动方向与频率为输入,以三相电极电流为输出的强非线性工业过程,其模型参数埋弧电阻率、熔池电阻率和熔池高度随熔炼过程和原矿颗粒长度及杂质成分的变化而变化.本文采用线性模型和未知高阶非线性项来描述电熔镁砂熔炼过程,其中未知高阶非线性项用已知的前一时刻高阶非线性项和其变化率来描述,采用线性模型设计PID控制器,并设计消除前一时刻高阶非线性项的补偿器和消除其变化率的补偿器,提出了带输出补偿的PID控制器,同时采用一步最优前馈控制律和一步最优调节律设计控制器参数.通过仿真实验和电熔镁炉的工业应用,表明当该过程的动态特性发生未知随机变化时,本文所提方法在所有运行时间内可以将电流跟踪误差控制在目标值范围内.
-
关键词:
- 电熔镁炉 /
- 未知高阶非线性项 /
- 一步最优前馈控制律 /
- 一步最优调节律 /
- 带输出补偿的PID控制器
Abstract: The smelting process of fused magnesia is a strongly nonlinear industrial process with three-phase motor's rotating direction and frequency as input and three-phase electrode's current as output. Its model parameters such as submerged arc resistivity, molten pool resistivity and molten pool height vary with the change of smelting process and particle length of raw ore as well as its impurity compositions. In this paper, a linear model and an unknown high-order nonlinear term are adopted to describe the smelting process of fused magnesia, where the unknown high-order nonlinear term is described as known high-order nonlinear term at previous instant and its change rate. A linear model is used to design the PID controller, and compensators for eliminating both high-order nonlinear term at previous instant and its change rate are designed as well. Then the PID controller with output compensation is proposed. Meanwhile, the one-step optimal feedforward control law and one-step optimal regulation law are employed to design the controller parameters. Simulation experiment and industrial application in fused magnesium furnace show that the current tracking error can be controlled within its target range during all the operational time by the proposed method, when there occurs any unknown random variation of the dynamic characteristic of this process.1) 本文责任编委 阳春华 -

图 4 采用常规PID控制算法和本文控制算法时电极电流$y_1$的控制效果
Fig. 4 The control effects of electrode current $y_1$ using traditional PID control algorithm and the control algorithm of this paper
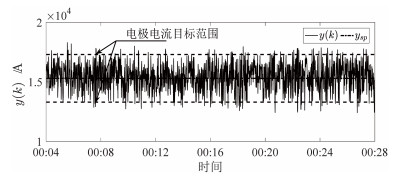
图 8 采用常规PID控制算法时电熔镁炉三相电极电流平均值$y$的控制效果
Fig. 8 The control effects of the average value $y$ of three phase electrode currents of fused magnesium furnace using traditional PID control algorithm
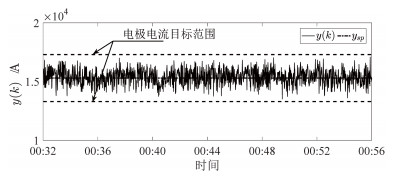
图 9 采用带输出补偿的PID控制算法时电熔镁炉三相电极电流平均值$y$的控制效果
Fig. 9 The control effects of the average value $y$ of three phase electrode currents of fused magnesium furnace using PID control algorithm with output compensation
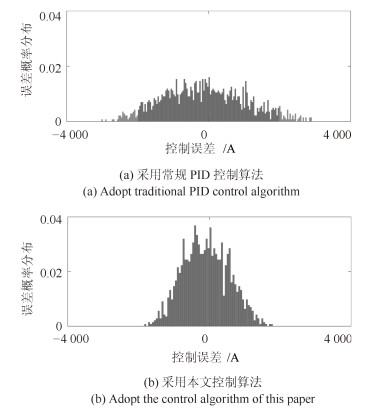
图 10 采用常规PID控制算法和本文控制算法时三相电极电流跟踪误差平均值的经验概率分布
Fig. 10 Experienced probability distribution of the average value of three phase electrode currents$'$ tracking errors using traditional PID control algorithm and the control algorithm of this paper
表 1 采用PID控制器和本文所述控制器控制电流$y_1$时的性能评价表
Table 1 The performance evaluating table of current $y_1$ controlled with PID controller and the proposed controller in this paper
MSE IAE PID控制器 $2.3386\times10^6$ $0.6431\times10^6$ 本文所述控制器 $0.4502\times10^6$ $0.2787\times10^6$ 降低 $80.75\, \%$ $56.66\, \%$  下载: 导出CSV
下载: 导出CSV
表 2 生产设备和工艺参数
Table 2 Parameters of production equipment and technology
参数 数值 电极直径 250 mm 电极长度 1 500 mm 炉体直径 2.5 m 熔炼电压 100 $\sim$ 150 V 熔炼时间 10 h
下载: 导出CSV
表 3 采用常规PID控制器和本文所述带输出补偿的PID控制器时三相电极电流平均值$y$的性能评价表
Table 3 The performance evaluating table of the average value $y$ of three phase electrode currents using traditional PID controller and the proposed PID controller with output compensation in this paper
MSE IAE 常规PID $1.3083\times10^6$ $1.3503\times10^6$ 本文方法 $0.4260\times10^6$ $0.7743\times10^6$ 降低 $67.44\, \%$ $42.66\, \%$
下载: 导出CSV
-
[1] Wu Z W, Wu Y J, Chai T Y, Sun J. Data-driven abnormal condition identification and self-healing control system for fused magnesium furnace. IEEE Transactions on Industrial Electronics, 2015, 62(3):1703-1715 doi: 10.1109/TIE.2014.2349479 [2] Chai T Y, Wu Z W, Wang H. A CPS based optimal operational control system for fused magnesium furnace. IFAC-PapersOnLine, 2017, 50(1):14992-14999 doi: 10.1016/j.ifacol.2017.08.2566 [3] Usoro P B, Mehra R K. Model algorithmic control of a nonlinear three phase electric arc furnace. In: Proceedings of the 1984 American Control Conference. San Diego, CA, USA: IEEE, 1984. 679-685 [4] Gu X Y, Bao Y A, Lang Z Q. Self-tuning control of the electrode position system for electric arc furnaces. In: Proceedings of the 26th IEEE Conference on Decision and Control. Los Angeles, California, USA: IEEE, 1987. 2053-2057 [5] Nadira R, Usoro P B. Self-adjusting model algorithmic control of a three-phase electric arc furnace. In: Proceedings of the 1988 American Control Conference. Atlanta, GA, USA: IEEE, 1988. 227-232 [6] Li Y, Mao Z Z, Wang Y, Yuan P, Jia M X. Model predictive control synthesis approach of electrode regulator system for electric arc furnace. Journal of Iron and Steel Research, International, 2011, 18(11):20-25 doi: 10.1016/S1006-706X(11)60112-X [7] 吴志伟, 吴永建, 柴天佑.基于同步扰动随机逼近算法的电熔镁炉智能控制系统.上海交通大学学报, 2011, 45(8):1095-1100 https://www.wenkuxiazai.com/word/39e07bc1aa00b52acfc7ca33-1.docWu Zhi-Wei, Wu Yong-Jian, Chai Tian-You. Intelligent control of fused magnesium furnaces based on SPSA. Journal of Shanghai Jiaotong University, 2011, 45(8):1095-1100 https://www.wenkuxiazai.com/word/39e07bc1aa00b52acfc7ca33-1.doc [8] Jin C Y, Ryu K H, Sung S W, Lee J, Lee I B. PID auto-tuning using new model reduction method and explicit PID tuning rule for a fractional order plus time delay model. Journal of Process Control, 2014, 24(1):113-128 doi: 10.1016/j.jprocont.2013.11.010 [9] Berner J, Hägglund T, Åström K J. Asymmetric relay autotuning-practical features for industrial use. Control Engineering Practice, 2016, 54:231-245 doi: 10.1016/j.conengprac.2016.05.017 [10] Åström K J, Anton J J, Årzén K E. Expert control. Automatica, 1986, 22(3):277-286 doi: 10.1016/0005-1098(86)90026-9 [11] Shi D Q, Gao G L, Gao Z W, Xiao P. Application of expert fuzzy PID method for temperature control of heating furnace. Procedia Engineering, 2012, 29:257-261 doi: 10.1016/j.proeng.2011.12.703 [12] Sun D, Hu S Y, Shao X Y, Liu C. Global stability of a saturated nonlinear PID controller for robot manipulators. IEEE Transactions on Control Systems Technology, 2009, 17(4):892-899 doi: 10.1109/TCST.2008.2011748 [13] Andrikopoulos G, Nikolakopoulos G, Manesis S. Advanced nonlinear PID-based antagonistic control for pneumatic muscle actuators. IEEE Transactions on Industrial Electronics, 2014, 61(12):6926-6937 doi: 10.1109/TIE.2014.2316255 [14] 杨天皓, 李健, 贾瑶, 刘腾飞, 柴天佑.虚拟未建模动态补偿驱动的双率自适应控制.自动化学报, 2018, 44(2):299-310 http://www.aas.net.cn/CN/abstract/abstract19225.shtmlYang Tian-Hao, Li Jian, Jia Yao, Liu Teng-Fei, Chai Tian-You. Dual-rate adaptive control driven by virtual unmodeled dynamics compensation in industrial heat exchange process. Acta Automatica Sinica, 2018, 44(2):299-310 http://www.aas.net.cn/CN/abstract/abstract19225.shtml [15] 王琳岩, 李健, 贾瑶, 柴天佑.混合选别浓密过程双速率智能切换控制.自动化学报, 2018, 44(2):330-343 http://www.aas.net.cn/CN/abstract/abstract19228.shtmlWang Lin-Yan, Li Jian, Jia Yao, Chai Tian-You. Dual-rate intelligent switching control for mixed separation thickening process. Acta Automatica Sinica, 2018, 44(2):330-343 http://www.aas.net.cn/CN/abstract/abstract19228.shtml [16] 杨杰, 柴天佑, 张亚军, 吴志伟.数据与模型驱动的电熔镁群炉需量预报方法.自动化学报, 2018, 44(8):1460-1474 http://www.cnki.com.cn/Article/CJFDTotal-HGSZ201411040.htmYang Jie, Chai Tian-You, Zhang Ya-Jun, Wu Zhi-Wei. Data and model driven demand forecasting method for fused magnesium furnace group. Acta Automatica Sinica, 2018, 44(8):1460-1474 http://www.cnki.com.cn/Article/CJFDTotal-HGSZ201411040.htm [17] 郭茂先.工业电炉.北京:冶金工业出版社, 2002.Guo Mao-Xian. Industrial Electric Furnace. Beijing:Metallurgical Industry Press, 2002. [18] 柴天佑, 岳恒.自适应控制.北京:清华大学出版社, 2016.Chai Tian-You, Yue Heng. Adaptive Control. Beijing:Tsinghua University Press, 2016. [19] Zhang Y J, Chai T Y, Wang D H. An alternating identification algorithm for a class of nonlinear dynamical systems. IEEE Transactions on Neural Networks and Learning Systems, 2017, 28(7):1606-1617 http://ieeexplore.ieee.org/document/7451277 [20] Chai T Y, Zhang Y J, Wang H, Su C Y, Sun J. Data-based virtual unmodeled dynamics driven multivariable nonlinear adaptive switching control. IEEE Transactions on Neural Networks, 2011, 22(12):2154-2172 doi: 10.1109/TNN.2011.2167685 [21] Hägglund T. A control-loop performance monitor. Control Engineering Practice, 1995, 3(11):1543-1551 doi: 10.1016/0967-0661(95)00164-P -

 下载:
下载:


计量
- 文章访问数: 3562
- HTML全文浏览量: 553
- PDF下载量: 657
- 被引次数: 0
